 Accès membres et partenaires
Accès membres et partenaires Nous rejoindre
Nous rejoindre Implantations
ImplantationsLe soudage à l’arc électrique sous protection de gaz inerte avec électrode réfractaire, ou soudage TIG, est un procédé de référence, polyvalent et reconnu pour la qualité des soudures obtenues. Découvrez les principes, les avantages et les limites de ce procédé, ses applications et les derniers développements...
Sommaire
- I. Introduction
- II. Principes du procédé TIG
- Installation de soudage TIG
- Courant continu lisse, courant continu pulsé, courant alternatif
- Gaz de protection
- Électrode de tungstène, pure, avec terres rares
- III. Variantes du procédé TIG « classique »
- Procédé TIG avec fil fourré
- Soudage TIG par points
- Soudage TIG avec apport de fil froid ou chaud
- Soudage TIG multicathodes
- Procédé A-TIG
- Procédé plasma
- TIG double flux
- TIG orbital
- TIG en chanfrein étroit
- Procédés hybrides
- IV. Avantages et limites du procédé de soudage TIG
- Hygiène, Sécurité, Environnement
- Un arc électrique stable
- Un procédé polyvalent
- La limite de la productivité
- V. Soudabilité des métaux
- VI. Applications
- VII. Développements récents
I. Introduction
Le procédé TIG Tungsten Inert Gas selon la désignation française, ou GTAW Gas Tungsten Arc Welding) selon la désignation américaine, a vu le jour aux États-Unis d’Amérique. Il est issu de l’expérimentation de la protection d’un arc électrique par un gaz inerte puis, peu après, de l’utilisation d’une électrode en tungstène permettant l’amorçage de l’arc électrique sans fusion de l’électrode.
Les premiers brevets furent déposés par Devers et Hobart en 1924. Le procédé a cependant pris son essor durant la Seconde guerre mondiale, alors que l’industrie aéronautique était confrontée au problème du soudage du magnésium et de l’aluminium.
Le procédé TIG a été introduit en France par la SAF (Soudure Autogène Française) à partir de 1948. Il existe actuellement de nombreuses variantes ou procédés dérivés du TIG.
II. Principes du procédé TIG
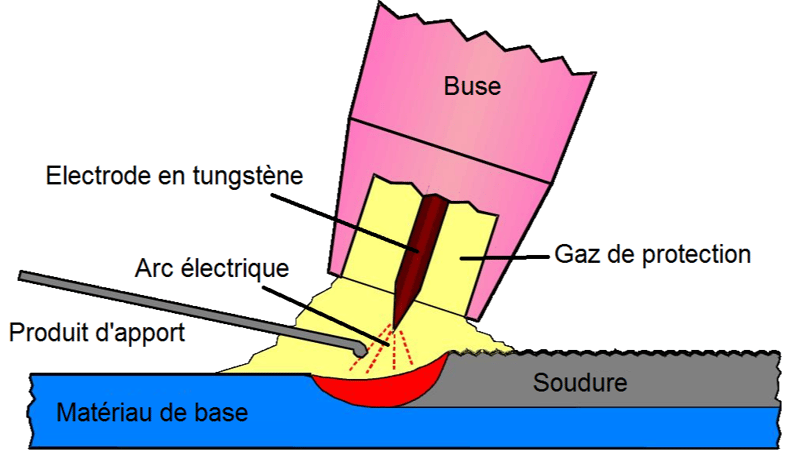
Il s’agit d’un procédé de soudage par fusion dont la source de chaleur est un arc électrique qui est établi entre une électrode de tungstène non fusible et les pièces à souder.
Un gaz inerte (argon, hélium ou un mélange Ar-He) protège de l'oxydation l’électrode, le bain de fusion et ses abords. Le gaz de protection est délivré par la buse équipant la torche. Il doit être présent en amont de l’amorçage de l’arc électrique (prégaz) et au-delà de la solidification complète du bain de fusion (postgaz).
S’il n’est généralement pas nécessaire d’utiliser un produit d’apport pour souder des pièces de faible épaisseur (quelques millimètres), on met en œuvre soit une baguette, soit du fil, pour réaliser des soudures sur des pièces chanfreinées.
Cependant, le procédé TIG est aussi utilisé pour réaliser des passes de pénétration sur des pièces épaisses (avec ou sans produit d’apport), le remplissage du chanfrein étant ensuite réalisé avec un autre procédé de soudage.
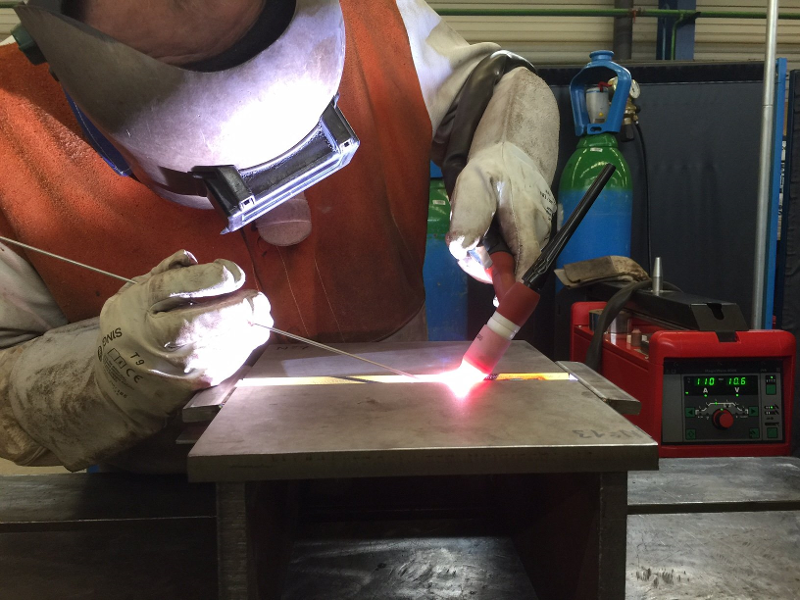
Une installation de soudage TIG comporte à minima :
- Un générateur capable de délivrer du courant continu lisse et, dans la plupart des cas, également du courant continu pulsé et alternatif, souvent avec un refroidisseur à eau ;
- Une torche de soudage avec une électrode de tungstène et buse de protection gazeuse et sa gaine comportant les différents circuits d’alimentation ;
- Une bouteille de gaz ou une centrale de distribution, avec détendeur et débitmètre ;
- Un dispositif d’amorçage (haute fréquence) de l’arc à distance, souvent être intégré au générateur.
Un courant continu lisse est utilisé pour souder la plupart des matériaux métalliques, avec la polarité négative à l’électrode, ce qui permet de bien chauffer les pièces à souder et d’obtenir un cordon bien pénétré. Cela permet aussi de préserver l’électrode de tungstène.
On peut également utiliser un courant continu pulsé qui améliore la soudabilité opératoire, notamment lors du soudage de pièces de faible épaisseur. Ou encore en soudage en position car l’apport de chaleur et le volume du bain sont alors mieux maîtrisés. Des générateurs de courant proposent de nombreux réglages, comme les niveaux d’intensité bas et haut et les durées de pulsation.
Pour le soudage de l’aluminium et de ses alliages, il est nécessaire d’utiliser un courant alternatif de manière à désolidariser la fine couche d’alumine présente à la surface des pièces à souder. En effet, sa température de fusion étant très largement supérieure à la température de fusion de l’aluminium, elle empêche la formation d’un cordon de soudure. Les phases durant lesquelles on réalise cette opération de décapage échauffent fortement la pointe de l’électrode de tungstène (ce qui provoque la formation d’une boule) et réduisent la pénétration, mais cela est compensé par les phases où l’électrode est à la polarité négative.
Autre variable importante, le gaz de protection. Dans les cas où l’on a besoin d’apporter beaucoup de chaleur aux pièces à souder (par exemple pour souder du Cu ou du Mo), les mélanges Ar-He, voire de l’He pur, sont justifiés côté endroit. Il ne faut pas oublier le rôle du gaz de protection côté envers, notamment vis-à-vis des risques d’oxydation (rochage) qui peuvent entraîner des problèmes sévères de corrosion dans les tuyauteries en acier inoxyable. Dans le cas du soudage de métaux et alliages sensibles à l’oxydation (Ti, Mo, Zr), il faut en plus utiliser un traînard ou considérer le soudage sous cloche (en atmosphère contrôlée).
Une électrode de tungstène pur peut être utilisée pour souder tous les matériaux métalliques ; on peut aussi utiliser des électrodes contenant jusqu’à environ 3 % par masse d’oxydes de terres rares (CeO2, La2O3, ThO2, ZrO2). Ces ajouts facilitent les amorçages multiples, offrent une meilleure stabilité d’arc et augmentent la durée de vie des électrodes.
Pour le soudage en courant alternatif, il est recommandé d’utiliser une électrode de tungstène pur ou une électrode à l’oxyde de zirconium. Il convient aussi de choisir le diamètre de l’électrode (de 0,5 à 6,4 mm) en fonction de la gamme d’intensités à mettre en œuvre.
III. Variantes au procédé TIG « classique »
Il existe un certain nombre de variantes au procédé TIG « classique » qui utilisent des consommables ou des équipements spécifiques, avec pour but, d’augmenter la productivité ou la pénétration. On peut citer :
- Le procédé TIG avec fil fourré : si l’équipement de soudage est conventionnel, le produit d’apport est spécifique ; il s’agit d’un fil fourré de flux qui permet de protéger le côté envers de la soudure lorsqu’il faut réaliser une soudure à pleine pénétration et qu’il n’est pas possible d’utiliser une protection gazeuse envers.
- Le soudage TIG par points : comme son nom l’indique, cela consiste à réaliser des points (donc avec une torche statique), plutôt que des soudures continues, à l’instar du procédé de soudage par résistance par points. Il est mis en œuvre avec des buses de forme spécifique et les points obtenus sont de bonne qualité.
- Le soudage TIG avec apport de fil froid ou chaud : avec un fil froid (sans préchauffage), on peut mettre en œuvre le procédé TIG manuel avec un apport automatisé de fil, un peu comme le procédé MIG-MAG manuel. L’apport de fil se fait à l’aide d’une canne fixée à la torche. S'il est automatisé ou robotisé, il est associé à un système de préchauffage du fil (grâce à un générateur de courant alternatif auxiliaire) qui peut doubler ou tripler le taux de dépôt pour une intensité de soudage identique de l’arc électrique. On notera qu’il existe également un torche compacte TOPTIG (marque Air Liquide Welding), avec une accessibilité améliorée.
- Le soudage TIG multicathodes : en plaçant trois ou quatre têtes de soudage TIG compactes les unes derrière les autres (de manière à obtenir un seul bain de fusion), il devient possible de souder des pièces de faible épaisseur (généralement des tubes) avec une vitesse de soudage de plusieurs mètres par minute. La première tête assure le préchauffage ; la ou les suivantes, la pénétration ; la dernière, le lissage du cordon.
- Le procédé A-TIG : développé par l’Institut Paton, l’ «activated TIG » est une solution facile à mettre en œuvre pour augmenter sensiblement la profondeur de pénétration. L’équipement TIG est classique, puisqu'il suffit de déposer sur le plan de joint des pièces à souder, un flux composé d’oxydes ou de fluorures spécifique qui sont pris dans un liant pour favoriser leur dépose avec un pinceau.
- Le procédé plasma : il s’agit d’une évolution notable du procédé TIG qui utilise un gaz plasmagène, en plus d’un gaz de protection, pour obtenir une haute densité d’énergie et des températures très élevées afin de souder des pièces jusqu’à 10 mm d’épaisseur, avec des bords droits en une seule passe.
- Le TIG double flux : c'est un procédé intermédiaire entre le TIG et le plasma puisque l’on fait appel à la constriction de l’arc électrique avec un gaz annulaire. On obtient un arc électrique plus « rigide », mais qui ne permet toutefois pas d’obtenir les mêmes performances que le procédé plasma.
- Le TIG orbital : un soudeur bien formé peut réaliser des soudures TIG en toutes positions, par exemple pour le raboutage de tuyauteries, mais de façon discontinue. Il existe désormais des têtes et des générateurs spécifiquement développés pour le soudage orbital automatisé afin de réaliser des soudures orbitales de très grande qualité, de façon continue, en gérant tous les paramètres du procédé par zone angulaire.
- Le TIG en chanfrein étroit : lorsque l’épaisseur des pièces à souder est importante (au-delà de 50 millimètres), il devient intéressant de réaliser les soudures dans un chanfrein étroit car cela réduit le temps de fabrication et les déformations des pièces. On peut notamment réaliser des soudures orbitales en chanfrein étroit avec des têtes spéciales.
- Les procédés hybrides : dans la longue liste des procédés hybrides, on peut citer le TIG + MIG ou encore le TIG + laser. Si des gains sont avérés par rapport au procédé TIG seul, le nombre de paramètres de soudage à gérer est cependant plus du double de celui de chaque monoprocédé. Cette complexité, en plus du surcoût, limite fortement les développements jusqu’au stade industriel.
IV. Avantages et limites du procédé de soudage TIG
Hygiène, Sécurité et Environnement
Le procédé TIG produit extrêmement peu de fumées de soudage à condition que l’on soude des pièces propres et exemptes de revêtements à bas point de fusion. Cela résulte de la stabilité de l’arc électrique, qui est elle-même liée au fait que l’arc électrique et le produit d’apport sont dissociés. Ainsi, on peut le mettre en œuvre sans produit d’apport pour assembler des pièces dont l’épaisseur n’excède pas 5 millimètres.
Un arc électrique stable
La stabilité de l’arc électrique permet aussi d’obtenir des cordons de soudure exempts de projections adhérentes, ce qui est important dans certaines applications où l’aspect visuel des soudures est important.
Un procédé polyvalent
Le procédé TIG est très polyvalent du point de vue de la gamme de matériaux soudables. Il est utilisé pour assembler des métaux et alliages « spéciaux » tels que le titane, le zirconium ou encore le molybdène. Et ce sur une large gamme d’épaisseur allant de quelques dixièmes de millimètres (TIG ou microTIG) à une centaine de millimètres avec un équipement TIG dédié au soudage en chanfrein étroit.
Si ce procédé est le plus souvent mis en œuvre de façon manuelle avec ou sans baguette, on peut aussi l’utiliser avec un apport cadencé de fil, en version automatisée ou robotisée.
La limite de la productivité
La limite principale du procédé TIG dans sa version manuelle « conventionnelle », est sa productivité, avec une vitesse de soudage typiquement de 10 cm/min. Cette faible vitesse de soudage engendre de fortes déformations, du fait des dimensions importantes de la zone fondue et de la ZAT.
Comme les cordons de soudure TIG sont relativement petits, les réaffectations multiples rencontrées en soudage multipasse produisent des déformations importantes avec les assemblages épais. Le taux de dépôt est également faible, de l’ordre de 300 g/h en soudage manuel.
La mise en œuvre du procédé TIG en version manuelle requiert un soudeur hautement qualifié, notamment s’il faut utiliser des baguettes.
V. Soudabilité des matériaux
On peut considérer que la soudabilité des matériaux métalliques est plutôt bonne avec le procédé TIG. En effet, la vitesse de soudage et le ratio profondeur sur largeur restent faibles par rapport à d’autres procédés de soudage par fusion, ce qui limite fortement la sensibilité à la fissuration à chaud.
De même, les risques d’introduire de l’hydrogène en zone fondue sont réduits ce qui, avec un cycle thermique long, limite aussi le risque de fissuration à froid.
De plus, le procédé TIG est bien adapté au soudage de matériaux dits « exotiques », à condition de bien les protéger de l’oxydation. Le TIG se prête également bien au soudage du cuivre et de ses alliages, qui sont souvent difficiles à souder d’un point de vue opératoire.
La faible vitesse de soudage inhérente au procédé va cependant générer des cycles thermiques longs, avec des phénomènes de croissance de grains, ce qui peut réduire significativement la résistance mécanique des assemblages pour certains matériaux.
VI. Applications
Le procédé TIG est présent certainement dans tous les secteurs industriels réalisant des assemblages soudés : quand il n’est pas utilisé comme moyen d’assemblage principal, il est mis à profit pour réaliser le pointage de pièces car les points TIG sont aisément refondus pendant l’opération de soudage.
On retrouve beaucoup le procédé TIG en tôlerie, chaudronnerie ou tuyauterie dans les secteurs de l’agroalimentaire, de la pharmacie, de la chimie, de l’énergie (notamment gaz et nucléaire), de l’aéronautique et du spatial.
VII. Développements récents
Dans la lignée des procédés visant à augmenter la productivité du procédé TIG, on peut citer en développements récents (même si ces technologies datent des années 1995-2000) :
- les procédés TIG à forte pénétration que sont le K-TIG (ou TIG keyhole, commercialisé par la société Keyhole TIG Ltd),
- le TIG InFocus commercialisé par la société Kjellberg Finsterwalde.
Tous deux sont des concurrents directs du procédé plasma. Il s’agit, dans les deux cas, d’une torche TIG de grandes dimensions, équipée d’une électrode de tungstène de gros diamètre fortement refroidie, ce qui permet d'obtenir un arc électrique concentré et très chaud à l'extrémité de l'électrode.
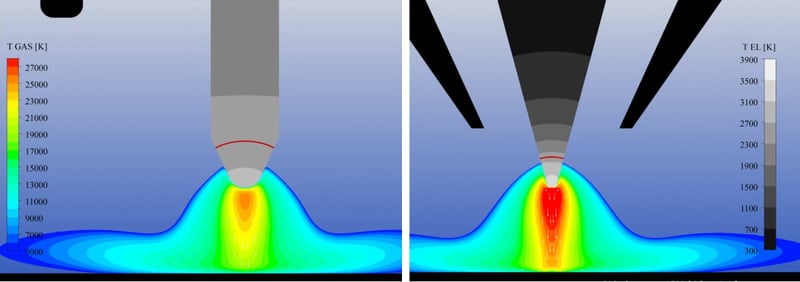
Distributions de températures au voisinage de l'arc électrique dans le cas (à gauche) du procédé TIG conventionnel et (à droite) du procédé TIG InFocus, tous deux pour une intensité de soudage de 500 A. Données issues de simulations numériques. Document Kjellberg Finsterwalde.
Cela permet de réaliser des soudures à pleine pénétration en mode keyhole sur acier inoxydable austénitique et avec des alliages base Ni et Ti avec une épaisseur maximale de 12 millimètres. Le temps de soudage peut ainsi être divisé par 10 (dans les meilleurs cas) par rapport au procédé TIG conventionnel multipasse.
Source : la version intégrale de l'article est parue dans la revue Soudage et techniques connexes, septembre-octobre 2010, vol.64, numéro 9/10.
L'Institut de Soudure dispose des dernières technologies de soudage par le procédé TIG
pour vous apporter notre expertise et la meilleure solution d’assemblage.
Contactez nos équipes qui vous aideront à choisir le procédé le plus adapté à vos besoins.
